12.2. Operation
12.2. Operation
As shown in [Figure 12-1], when two robots carry out arc welding at the same time on one positioner, the cooperative controlled arc function can be used. In this situation, if the two robots do not carry out welding simultaneously, defective welding could be caused.
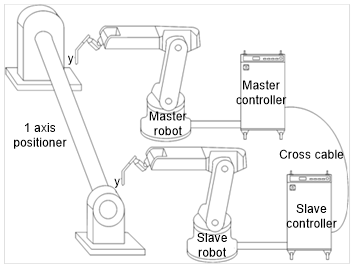
Figure 12.1 Conceptual diagram of cooperative controlled arc welding function
If the cooperative control arc function is set, it is needed to push the [Quick Open] key for the “ARCON ASF#=??” command in order to enter the 『welding start condition file』 setting screen. Then, it is needed to move to the next screen, and then the menus shown in [Figure 12.2] will be displayed additionally. If the GB2 welder is used, the cooperative control setting will be available at the 3rd page of the 『welding start condition file』setting screen.
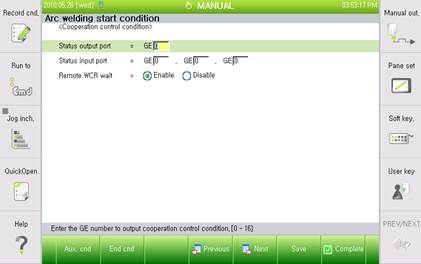
Figure 12.2 Arc welding start condition dialogue box when setting the cooperative control
Setting and operation per each item are as described below.
(1) In case the master robot number is 1 and the slave robot number is 2, the master side controller setting can be done as follows.
- State output port: GE4 (Select one among 1~4)
- State input port: GE8 (Match with slave size state output port)
(2) Slave side controller setting can be done as follows.
- State output port: GE8 (Select one among 5~8)
- State input port: GE4 (Match with master side state output port)
(3) Through the cooperative control, the two robots should be allowed to execute the ARCON command. Refer to the ‘Cooperative Control Function Manual’ for more details about the method.
(4) When two robots succeed the arc ignition simultaneously, two robots will move and execute arc welding simultaneously.
(5) If one robot fails the arc ignition, the other robot will stop arc and both robots will execute the retry function simultaneously. When two robots succeed the arc ignition simultaneously, two robots will move normally.
(6) If one of the two robots stops the arc welding due to stoppage or an error during the welding work, the other robot will also cease the arc welding work. When started again after the cause of the error is removed, the two robots will perform the overlap function together before enter the stage of performing the main welding work again.
(7) When only arc welding work on one side is finished normally during welding work by ARCOF, arc welding work on the other side will not be influenced by this.