3.2. Setting the welding environment
3.2. Setting the welding environment
The spot welding environment should be set in the manner that the system will carry out appropriate operations according to actual circumstances.
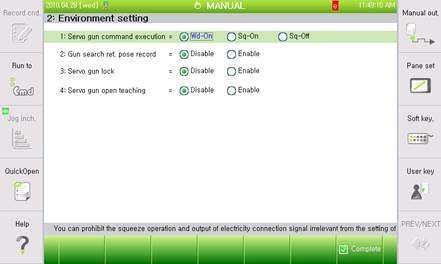
(1) Servo-gun SPOT command execution type
If the gun type is servo-gun, the execution of squeeze and the output of the welding signal can be prohibited when executing SPOT command, regardless of welding sequence setting. Therefore, this function can be useful for confirming the teaching location. The sequence of spot welding will be executed according to the following setting conditions.
Output type | Description |
Wd-On | Execute all welding sequences assigned to the spot welding function. clearance location → squeeze → squeeze alignment test → welding complete wait → clearance location |
Sq-On | Execute all welding sequences, except for the applied current signal. Location of squeeze can be confirmed since WI wait is carried out while pressure is maintained. clearance location → squeeze → squeeze alignment test → clearance location |
Sq-Off | Squeeze operation, applied current signal output, WI wait will not be carried out. Clearance location. |
(2) Gun search reference location record
If using a gun type (Servo-gun, EQless-gun) for which the controller manages tip consumption, a reference location for calculating consumption should be determined, and actual consumption will be calculated based on this location.
n Off:
Actual consumption will be calculated based on the determined the reference location.
n On:
The reference location for calculating consumption will be determined, and can be executed just one time in the beginning stage when a new tip is attached.
(3) Servo-gun Lock
This sets whether to playback the first servo-gun without moving the servo-gun.
(4) Servo-gun opening location record
n Disable:
This is a general way of recording the welding point of servo-gun, and the current location will be recorded after executing manual squeeze.
n Enable:
This is a way of recording the current location from the location where only the fixed tip is connected to the panel if manual squeeze is impractical, and panel thickness should be set in welding condition.