4.2. Synchronization work program configuration
4.2. Synchronization work program configuration
n Start location standby
Robot stands by in the start location until the operation command is given.
n Interlock standby
Robot moves near the synchronization work zone and waits until the workpiece reaches the distance recorded on the WAITCNVY command.
The following picture shows the painting program for the workpiece on the conveyor. Robot starts the conveyor synchronization as it progresses to step 4 and sprays the paint on the workpiece in synchronized condition when moving to step 5. Here, the interlock standby step (Step 3) is recorded near step of entering the synchronization work zone (Step 4).
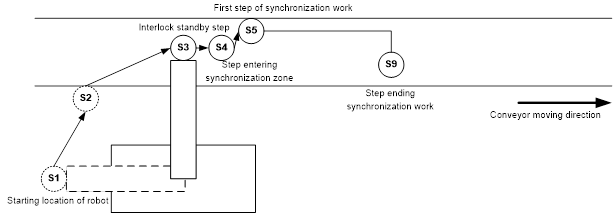
The above work can be prepared in the program as follows.
Step 1 → Robot start location Step 2 Step 3 → Interlock standby step CNVYSYNC 1 → Conveyor synchronization playback ON WAITCNVY SYNC=0,D=500 → Conveyor interlock standby Step 4 → Step entering synchronization zone DO1 = 1 → Paint spray ON signal Step 5 → 1st synchronization step ː Step 9 → Last synchronization step DO1 = 0 → Paint spray OFF signal CNVYSYNC 0 → Conveyor synchronization playback OFF Step 10 ː Step 13 → Robot start location END
|
n Synchronized playback
In the picture, conveyor synchronization playback zone is from step 4 to 9, and all the commands in this zone are synchronized to the conveyor and executed.
n Return to start location
When the work is completed, the robot returns to the starting location for next operation command.